

Maitrise Statistiques des Procedés MSP ou SPC
4 Novembre 2007 , Rédigé par docroger Publié dans #statistiques
La vérification de la normalité d’une série de valeurs est la base de la MSP ou SPC Statistic Process Control
Dans la pratique un opérateur sans l’aide d’une carte de contrôle, au vu d’une mesure s’écartant des tolérances est tenté de corriger ses réglages
À l’inverse de son intention, il amplifie généralement la dérive
La MSP mise en place apporte à l’opérateur, désirant tenir la tolérance, un confort dans le réglage de sa machine
Historique
1924 W.A Schewhart définie les bases des cartes de contrôle
1960 Quelques Manuels statistiques et cours statistiques en France
1975 Une application personnelle. Elle confirmation l’efficacité de la carte de contrôle en plaçant la matière du procédé sous surveillance Elle sera abandonnée avec mon changement de fonction
1980 un collegue implicait dans la conception d'une boite de vitesse de moto française se demandait comme les japonais tenaient la precision de leurs assemblages
1980 Manuel d’utilisation Ford Introduction dans son usine française
1984 Publication aux USA du manuel DataMyte Il contient la méthode
1984 Etude d’une carte française « Forestier »
Les applications industrielles sont très rares
1986 les auteurs US réalisent une présentation chez Renault
1988 Journées SPC à Lyon par l’AFCIQ, l’AFNOR Expert XL - 300 participants puis Paris en 1989
1989 A la suite de ces journées mise en place d’une formation AFNOR
1990 "Ultimatum" des fournisseurs de l’automobile pour l’application du SPC dans leur fabrication
1992 Guide MSP X O6-O30
MSP ou SPC
Ce sont des moyennes statistiques simples et la manière de les mettre en œuvre
Elle permet de :
Mesurer les aptitudes des machines et procédés à fournir des produits conformes -> c'est la capabilité; comparaison des résultats aux spécifications demandées
Prévenir les dysfonctionnements-
Réduire la variabilité du procédé afin d'obtenir une stabilité dans le temps
Un procédé est un système d'organisation représenté par "le cause effet" ci-dessous

Dans cet ensemble, de nombreuses causes viennent influencer le résultat.
Ces causes sont:
- - Assignables, c’est-à-dire identifiables et sur lesquelles il est possible d'agir
- - Aléatoires, car non identifiées au moment de l'examen, ou d'influence faible
Mise en œuvre
S'assurer de la "capabilité" des moyens de mesure dans le milieu
Mesurer n pièces d'une fabrication homogène avec la machine.
Comparer les résultats avec les spécifications demandées.
Décision, action en fonction de la capabilité machine.
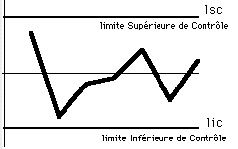
Mise en place d'une carte de contrôle à partir des performances machine
Les valeurs des limites surveillance, de contrôle sont fournies par des tables de la méthodologie
Mise en place pour enregistrement d’un journal de production du procédé
Suivi de cette carte de contrôle, passage à la capabilité du procédé.
Analyse de la normalité du procédé
Décision, action en fonction de la capabilité du procédé.
Action d'amélioration continue du procédé avec les enregistrements du journal de production
L’investissement : les € pour les moyens voir le cause effet : formation des personnes, machine de production, de mesure, mise en place de l’environnement, prise en compte du Développement Durable autres…
Domaine de la direction et des services méthodes
Les réglages, la tenue du journal de production sont du domaine de la Fabrication ou des services
La maintenance des matériels, du milieu est du domaine de la maintenance
Ma pratique
Constituer un binôme
Composition la ou des personnes assurant l’opération et un observateur
Cette constitution sera réalisée dans réunion préparatoire expliquant les objectifs
L’observateur tiendra le journal de production et recherchera les causes aléatoires
Sa présence aura un effet stimulant « désir de bien faire » auprès de ou des participants.
Sa distance vis à vis de la réalisation sera définie : trop près il gêne l’opérateur trop loin il manque des gestes implicites influant dans la qualité de l’opération
Suivre l’opération pendant quelques jours 2 à 3 pour obtenir plus de 40 valeurs
Constituer un groupe avec les personnes impliquées,
Possible si le désir de résoudre le problème est grand pour le groupe, « solution gagnant - gagnant »
Créer avec le groupe un journal de production très complet listant les nombreuses variables assignables connues avec une colonne observation Il sera tenu par le groupe
Admettre des manques dans le relevé s’ils sont explicables
Traiter les informations par un spécialiste
Communiquez au groupe les résultats
Nota
La solution se trouvera souvent dans une variable assignable évidente de ce fait ignoré
Dans une valeur assignable en amont du procédé
Dans une valeur aléatoire à trouver.
Je traiterais ce cas dans un article ultérieur
Bibliographie de base
FORD Manuel d’utilisation « Contrôle Statistique du Procédé »
DataMyte Handbook en anglais
Guide AFNOR X 06-030
Autres …………
Bonne application



/image%2F0539699%2F20210210%2Fob_138acf_livre-i-a.png)
/image%2F0539699%2F20191208%2Fob_6b69a3_quai-de-saone-1.jpg)
/idata%2F0302591%2Fcouple_cygne_noir_2oisillons.jpg)
/https%3A%2F%2Fassets.over-blog.com%2Ft%2Fcedistic%2Fcamera.png)
Newsletter
Abonnez-vous pour être averti des nouveaux articles publiés.
Pages
Catégories
- 224 Lyon Fête des Lumières 8-12
- 204 RASSEMBLEMENT A THEME
- 147 TECHNIQUE
- 146 FLEURS - JARDIN
- 135 EXPOSITION
- 107 HISTOIRE
- 105 Lyon
- 103 OISEAUX
- 103 PATRIMOINE
- 82 ARCHITECTURE
- 70 ANIMAUX
- 59 PLANTES
- 49 Guerre 1939-45
- 42 FORTIFICATION
- 37 QUALITÉ - MANAGEMENT
- 36 COMMUNICATION
- 35 Guerre 1914-1918
- 34 INSECTES
- 34 méthode-outils Qualité
- 25 VAUBAN
- 24 statistiques
- 23 divers
- 18 LYON
- 13 Nature
- 8 Livre
- 6 Photo urbaine
- 4 lyon
- 2 Communication
Archives
