

statistiques
Publié depuis Overblog
L’intelligence artificielle
Plusieurs articles parus dans les médias concernant les algorithmes :
Comptage des éléphants à partir de l’espace le Point du 28 janvier 2021-01-30
Sciences et Avenir 2 décembre 2020
Définition du sexe des canards dans l’œuf
Traduction du français au chinois sans passer par l’anglais
Cancer de la peau reconnaître le mélanome avec 95% efficacité
Découverte de centaines de millions d’arbres dans l’ouest du Sahara le Point du 21 janvier
Ces articles m’ont incites à en savoir plus sur l’intelligence artificielle
D’où la lecture de :
/image%2F0539699%2F20210210%2Fob_138acf_livre-i-a.png)
Édition du Rocher
Ces quelques thèmes pour vous donner envie d’en savoir plus par la lecture de ce livre
Définition : une définition
L’Intelligence artificielle continue le travail de décomposition de l’artisan en taches élémentaire.
Elle a commencées au début du XXe siècle avec Taylor
L’I . A rendre la machine intelligente
A l’origine les taches pénibles et répétitives étaient remplacées par un couple Machine OS : ouvrier spécialisé dans quelques tâches simples
L’intelligence artificielle I.A remplace des tâches à valeur ajoutée
Exemples : Les chauffeurs de taxi. Ils possédaient en mémoire le plan et les rues de leur ville. Ils sont remplacés par des chauffeurs consultant leur GPS
En cours d’expérimentation la navette autonome , la voiture autonome pose d’autres questions éthiques
Article et livre a venir
Évolution des sociétés
Dans une société cyclique stable , humaine ou de nature, les anciens transmettent le savoir malgré une diminution physique
Dans une société linaire en évolution constante les jeunes possèdent le savoir. La société se pose le problème du cout de la dépendance
Des capteurs remplacent nos cinq sens
Les utilisateurs de l’I.A et la Recherche
Se concentrent chez les GAFA (Google, Apple, Facebox, Amazon) qui emploient l’I.A a leur profit :
La recherche universitaire en I.A est faible
/https%3A%2F%2Fupload.wikimedia.org%2Fwikipedia%2Fcommons%2Fthumb%2F9%2F9c%2F%E3%82%B9%E3%83%9E%E3%83%BC%E3%83%88%E3%82%B9%E3%83%94%E3%83%BC%E3%82%AB%E3%83%BC.jpg%2F1200px-%E3%82%B9%E3%83%9E%E3%83%BC%E3%83%88%E3%82%B9%E3%83%94%E3%83%BC%E3%82%AB%E3%83%BC.jpg)
L' intelligence artificielle ( IA) est " l'ensemble des théories et des techniques mises en œuvre en vue de réaliser des machines capables de simuler l'intelligence ". Elle correspond donc à un...



Lyon Fête des Lumières 2019- 4
Lyon Fête des Lumières 2019- 4/6
Ou: Quai de Saône
Quand: 5,6,7,8 décembre 2019



Photos difficiles a réaliser vu le nombre de visiteur : ISO maxi, temps de pose a main levé lent -> c'est la fête des Lumières
palais de justice - le blog docroger
Des articles pour partager mes centres d'interet Nature, Loisirs Qualité, Management
Le Cygne Noir et les longues traines
Le Cygne Noir et les longues traines
Quoi : livre Le Cygne Noir la puissance de l’imprévisible
Qui :Nassim Nicholas Taleb
Ou : Les belles lettres
Définition
· Évènement exceptionnel qui ne devrait pas arriver
· Conséquence exceptionnelle
· Explication à postériori
Origine du nom de « cygne noir »
<<<<L'expression "cygne noir" existe au moins depuis l'époque de
l'écrivain latin Juvénal. On pensait alors qu'il n'existait pas de cygne
noir. Or l'existence de cygnes noirs a pu être démontrée
empiriquement au XVIIIe siècle. L'expression désigne un événement
hautement improbable.
Cette définition provient de « http://fr.wikipedia.org/wiki/Th%C3%A9orie_du_cygne_noir ». >>>

Deux cygnes noirs et leurs oisillons pour l’illustration de l’article
Photo prise dans les ex marais salants de l’ile de Ré
Les cygnes noirs sont rares en Europe mais commun en Australie
Ils ne sont pas évoqués dans plusieurs livres sur les oiseaux
Vous les trouverez sur le Web
http://www.oiseau-libre.net/album/Oiseaux/Parcs/Cygne-noir.html
J’ai apprécié
Ce livre, avec de nombreux exemples, montre l’impossibilité de prévoir les évènements
Les nombreux graphiques type feuille de température ne prévoient pas demain
L’histoire de la dinde nourrit chaque jours avec un poids identique de nourriture permet de tracer une droite des fréquence parfaite
Celle-ci étant basée sur 1000 jours : une taille de d’échantillon importante
La dinde pourrait donc envisager l’avenir sur cette projection
Sauf que quelques jours avant Noël cette belle droite est brutalement interrompue par la préparation du repas du réveillon !!!
L’auteur distingue deux populations :
· Le médiocristan
o Hasard faible ; petit gain, les résultants sont proche de la courbe de gauss, les résultats sont proportionnels au temps passé
· L’extrêmistan
o Hasard important, le gagnant rafle tout, le gain est différent du temps passé
Les longues traines
Définition
<<<< L’expression longue traîne (de l'anglais Long Tail, expression parfois traduite par « longue queue ») a été employée pour la première fois en 2004 par Chris
Anderson dans un article de Wired pour décrire une partie du marché des entreprises telles qu'Amazon ou Netflix, qui vendent de nombreux produits chacun en petite quantité. Elle est aussi utilisée dans les statistiques, souvent en relation avec les distributions.
Cette définition provient de « http://fr.wikipedia.org/wiki/Longue_tra%C3%AEne 1>>>>>>
Évènements rares
Fréquence faible :
· Exemple des crues centenaires qui disparaissent des mémoires collectives, des transferts de génération, le départ d’hommes clés, le « tournower »
Retouches, incidents a répétition sur un produit
Conséquence variable faible ou importante
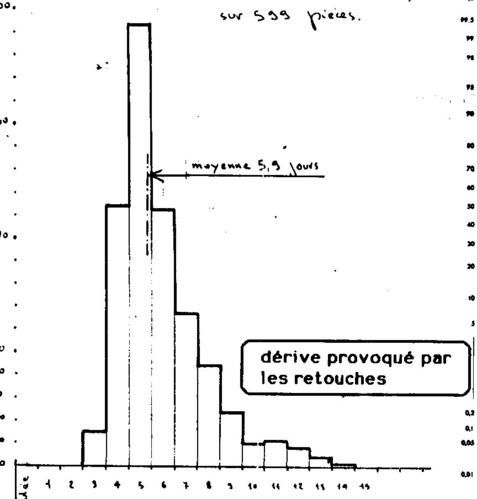
J’ai rencontre ce que l’on appelé aujourd’hui « longue traine » sous la forme d’une « droite de Henry log normale »
Consécutive à des retouches sur des pièces de fonderie
Les pièces tournaient en rond sus la forme d’une « droite de Henry loi d’usure «
La distribution par Internet, les bibliothèques étudient leurs longues traines
La distribution par Internet
Rapport entre le stock et la vente des produits de longue traine
Ceux ci cumulé représente un % du chiffre d’affaire intéressant
Les bibliothèques
Gèrent leurs stocks et proposent à leurs lecteurs des informations pour augmenter la lecture de leurs longues traines
La conservation du stock longue traine étant fonction de leur objectifs
A ce titre la fonction recherche de livres de Google « bandeau en haut a gauche Plus » propose des phrases issues de livres numérisées
Exemple dans un livre sur la I° armée française quelques lignes pour la traversée du Rhône en aout 44
Plusieurs citations permettent une étude sur ce sujet
L’étude des articles parus sur internet, blog compris est une longue traine
Etant donnée l’impossibilité de prévoir les « cygne noirs « les outils de prévention management type
· 6 sigma mise sous contrôle des paramètres de fabrication
·
· Maitrise des risques en fonction des connaissances des longues traines
Permettent de limiter les risques connus
Dans une recherche de défaut, les causes envisagées au nombre de 7 inscrites dans un diagramme d’Ichikawa ne comprenaient par les deux causes réelles
Celles-ci ont été trouvées par une analyse statistique du relevé de fabrication réalisée par les opérateurs
Audio machine 14
En savoir plus
Cygne noir
- http://www.bakchich.info/Le-cygne-noir-ou-le-monde-de-l,02665.html
- http://monblog.ch/supercoach/?story=014-la-theorie-du-cygne-noir
- http://fr.wikipedia.org/wiki/Théorie_du_cygne_noir
Longue traine
- Pour la Science
- · N° 362 déc. 2007
- · N° 385 nov. 2009
- http://fr.wikipedia.org/wiki/Longue_traîne
- http://www.bibliobsession.net/2011/04/27/quels-criteres-pour-utiliser-la-longue-
- traine-2/
- http://www.laurentbourrelly.com/blog/777.php
- http://fr.wikipedia.org/wiki/Longue_traîne
Présentation des trophées Lean 6 Sigma 1 avril 2011
Présentation des trophées Lean 6 Sigma 1 avril 2011
Qui : Organisé par L’université 6 Sigma
Ou Salon Aéroport de Lyon St Exupéry
Quand : 1 avril 2011
Quoi : Présentation de 9 projets Lean 6 Sigma
J’ai apprécié
Les présentations des projets
· Industriels
o Un outil assure l’interface entre l’utilisateur et un programme sur une machine de test
o Allégement d’un programme de test sur un client aéronautique
o Dans la certification aéronautique EN 9100 :2009 Chapitre 8.2.4 Le plan d’échantillonnage devra être justifié
· Transactionnel ou de service
o Réduction des couts induits par le stock
o Amélioration de l’organisation des processus commerciaux
o Projet de flux des échantillons
· Des sociétés de service
o Améliorer le niveau de service
o Optimiser les déplacements d’engins
o Améliorer le processus de gestion et de livraison des commandes
La méthode DMAIC a permit de conduire ces projets.
Ceux ci impliquent des opérateurs(ices)
DMAIC devrait remplacer le PDCA dans la prochaine version ISO
J’ai appris
Le tolérancement inertiel par la Conférence de Maurice PILLET, Professeur à l’Université de Savoie
Le tolérancement inertiel est une nouvelle façon de concevoir la qualité des produits. Associé aux démarches de
maîtrise inertiel des processus, il permet des progrès considérables dans la qualité des produits.
Elle s’appuie sur la fonction perte de Taguchi
En savoir plus sur le tolérancement inertiel
-
« Améliorer la productivité »
- Déploiement industriel du tolérancement inertiel »
- par Maurice PILLET
- Edition Eyrolles .
- Le principe du tolérancement inertiel a fait l'objet d'une norme XP E 04 008 ( 2009).
- · http://web.qlio.univ-savoie.fr/pillet/Tol%20inertiel.htm
- · http://web.qlio.univ-savoie.fr/pillet/Tol%20inertiel.htm
- · http://www.infodream.fr/francais/tolerancement-inertiel/
Le stand Minitab logiciel de calcul
www.minitab.fr
En savoir plus
· http://www.universite-lean6sigma.com/
· http://www.xl-sa.fr/formations/
- · Emploi des statistiques dans 6 Sigma
- · 6 Sigma le Lean
- Historique des statistiques
·
· La série de 8 articles sur la Droite de Henry pour vérifier la normalité d’une population
Consulter la rubrique « Statistiques » colonne de gauche
MSP SPC Petites séries
MSP SPC Petites séries
La MSP ou SPC sont généralement associées aux grandes séries
C’est dommage de se priver de cette méthodologie
J’ai apprécie d’assister au « cluster aéronautique du 9 septembre 2010 »
A cette occasion la société « Infodream » nous a engagé à faire preuve d'innovation
Dans les petites séries il existe des points ou MSP SPC peut s’appliquer
- • Une géométrie similaire se répète sur une pièce
- • Regrouper des produits différents par changement de variable
- o Coupe de longueur
- o Traitement de surface
- o Pièces d’ébauches
- • Oser regrouper des caractéristiques semblables
- • Une opération identique en plusieurs points de la pièce
- o Sa localisation n’a aucune influence sur la réalisation de la caractéristique
Exemple des tableaux de SPC Vision
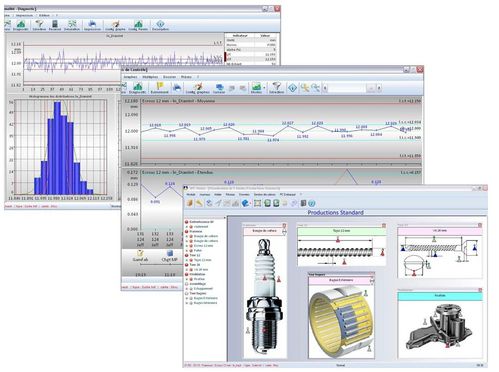
Le logicien SPC Vision est conçu pour traiter les petites séries
En savoir plus
www.infodream.fr
Contact
corinne.clesse@infodream.fr
Nota
Dans la certification aéronautique EN 9100 :2009
Chapitre 8.2.4
Le plan d’échantillonnage devra être justifié
6 sigma : Présentation des projets et conférences
l’Université LEAN 6 SIGMA et le MQRA
Vous invite à participer le jeudi 26 juin à cette journée
Lieu Aéroport de Lyon Saint Exupéry
Programme
Présentation des projets Black et Green Belt par les Entreprises
Image
Laureat Prix Qualité Rhône-Alpes 2001
Jacob Holm
Renault Trucks Paris Nord
Autocam St Gobain Crystals
Conférences
« L’entreprise Durable, nouvau champ de recherche et de prospective » par Hugues Mollet professeur à l’Ecole des Mines de Paris
« La qualification des green et black belt, quel impact sur le parcours professionnel et la gestion des compétences dans vos entreprises ? »
par Bernard MURRY
« Les indicateurs Lean 6 Sigma de vos processus : un pilotage plus performant »
par Christian POTIE Président d’XL Consultants
En savoir plus et s’inscrire
http://universite-six-sigma.com
Articles sur le sujet
6 sigma méthodologie
6 sigma Emploi des statistiques
6 sigma Statistiques 2
6 sigma le lean
Analyse de la Variance - ANOVA
ANOVA Analysis Of Variance
Ce test statistique permet de définir ou non l’influence d’un ou de plusieurs facteurs
Il repose sur les différences entre les moyennes de deux ou plusieurs populations
Celles-ci sont dues
À l’effet des causes aléatoires non contrôlées
A un ou des facteurs influents
Un test de « Snedecor » -fourni dans les manuels statistiques-, permet de comparer les variances – moyennes des carres des écarts par rapport a la moyenne mesurée
Si les écarts aléatoires sont supérieurs aux écarts du ou des "facteurs influents" nous en déduisons leur non influence
Ce sera le cas dans le prochain article sur le cerveau
Des logiciels permettent de simplifier ces calculs
Si vous pouvez mesurer ce dont vous parlez ....
mendeleiev.cyberscol.qc.ca/Chimisterie/9805/NDumas.html
http://cours.cegep-st-jerome.qc.ca/203-gjl-j.l/historique/Galilée.htm
La mesure permettra la mise sous surveillance
Les statistiques seront applicables : vérification de la normalité, SPC, pour aboutir a 6 sigma
Emploi des Statistiques dans 6 sigma
Je souhaitais voir leur emploi dans la méthode 6 sigma de maîtrise du procédé
La méthode Six Sigma se base sur une démarche structurée à la fois fondée sur l’écoute du client et des données mesurables et fiables. du processus
La conférence de Bernard MURRY dans le cadre de la journée de remise des diplômes 6 sigma a répondu a mes attentes
Je présente dans ce blog avec l’autorisation de l’auteur les transparents de la méthode avec les outils statistiques correspondants
Nota: les possibilités du blog ne me permettent pas la publication du PowerPoint
Vous trouverez l’ensemble de cette conférence avec des exemples d’application des outils statistiques sur le site de l’IQI
J ‘ai joint en lien des outils traités dans ce blog
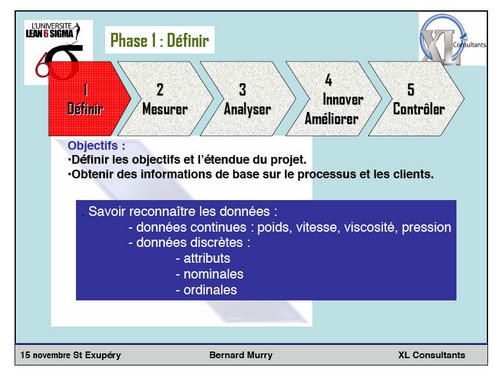
 La méthode DMAIC consiste à transformer les attentes : la voie du client: attentes exprimes et implicites en formulation du processus
La méthode DMAIC consiste à transformer les attentes : la voie du client: attentes exprimes et implicites en formulation du processusExemple des caractéristiques mécaniques d’un alliage fonction de sa composition
Les statistiques interviennent à chaque stade

Si vous pouvez mesurer ce dont vous parlez et l'exprimer par un nombre, vous saurez quelque chose de votre sujet; (vous pourrez les transmettre) sinon vos connaissances sont d'une pauvre espèce et bien peu satisfaisante
Lord KELVIN
Mesure ce qui est mesurable et rend mesurable ce qui ne peut être mesurable
GALILÉ
Données -> faits non reliés entre eux
Informations ->données incorporées à des schémas, des catégories
Savoir -> informations élaborées de portée plus générale
Alvin TOFFLER

Autres outils
- Diagramme cause effet
- Digramme de Pareto
- Statistiques descriptives
Créativité
QQOQCP
………….

SPC _ MSP
En savoir plus
IQI
Commentaires
Les statistiques, l’animation de groupe et les méthodes et outils qualité sont un pont pour relier deux approches, deux comportements
La résolution de problème
Elle aborde des écarts, défaut généralement au niveau des % au mieux des pour mille. La maîtrise d’un facteur influent ou la découverte d’un facteur aléatoire suffit à la satisfaction de ces auteurs
La MSP ou SPC marque une avancée significative
6 sigma prend le procédé dans son ensemble Elle vise les parties par million
Nous sommes dans un changement d’échelle, de comportement , de vision
Elle recherche une organisation, des moyens pour y parvenir
- 2 sigma 308537 défauts par millions d’opportunités DPMO
- 3 sigma 66807 défauts par millions d’opportunités DPMO
- 4 sigma 6210 défauts par millions d’opportunités DPMO
- 5 sigma 233 défauts par millions d’opportunités DPMO
- 6 sigma 3,4 défauts par millions d’opportunités DPMO
Combiné avec le « Lean » il agit sur le temps de cycle, les délais, le centrage sur la valeur ajoutée
Nota
Dans ce blog, vous trouverez plusieurs articles sur les ponts.
C’est une image que j’apprécie
- Benchmarking le cas des ponts
- Le pont d’Asfeld
- Le pont du Châtelet
Le procédé peut se prendre dans son ensemble à un degré moindre de « 6 sigma »
Je publierais prochainement un cas d’autocontrôle d’un procédé de fusion avec la participation des opérateurs
Bon Usage
Statistiques- 6 sigma 2**
Quoi :
L’université 6 sigma a organisé le 15 novembre 2007 :
- Une présentation de 4 projets 6 sigma
- Une remise de diplômes aux intervenants
- www.iqi.fr
OU : au centre d’affaire de l’aéroport de Saint Exupery
J’ai apprécié
Les présentations
ProduitsPresentation des entreprise sur
Amélioration du processus de réalisation par étirage de tubes métalliques en L 605 conforme aux cahiers des charges clients et au standard interneServices
* http://www.minitubes.com/fr/savoir_faire.htm
Amélioration des performances (TRS, taux de services, niveau de qualité) d’une ligne de production de compresseurs frigorifiques
* http://www.tecumseh-europe.fr/
Amélioration de l’efficacité des processus commerciaux de délégués commerciaux et marchandiseurs
* http://www.plan-seeds.com/
Améliorer le délai et le flux de traitement de la cartothèque « Elec » du centre de Montpellier Hérault
http://www.iqi-xl.com/index.php?option=com_content&task=view&id=349&Itemid=1
Le 6 sigma est possible dans les services
La combinaison 6 sigma et Lean
J’ai appris
- Les outils statistiques liés aux différentes étapes de la méthode DMAIC
-

- L’organisation 6 sigma
- L’implication de sociétés type PME 200 à 350* personnes dans la démarche 6 sigma à côté de grands groupes
- Les critères de certification des différents niveaux
- Les possibilités du logiciel Minitab pour les calculs statistiques
Nota: les difficultés de circulation ont empêché Minitab d’être présent à cette journée
Documentation remise
L’essentiel sur les démarches Lean 6 sigma
Les résumés des présentations devraient apparaître prochainement sur Internet
Autres témoignages sur
www.iqi.fr
www.minitab.fr
